

System Lean HR jako wsparcie we wdrażaniu TPM w oddziałach BSH w Łodzi
1. WSTĘP
Niniejsze opracowanie powstało w oparciu o doświadczenia autorów w zakresie wdrażania i organizacji programu TPM (Total Productive Maintenance) w firmie produkcyjnej, jakim są oddziały BSH w Łodzi (Bosch und Siemens HausgeräteGmbH). Celem artykułu jest przybliżenie zintegrowanego programu poprawy działalności operacyjnej przedsiębiorstwa, jakim jest program TPM, określany w naszych fabrykach również jako Total Production Management czy Total People Management.
Autorzy wykażą potrzebę określenia wymagań pracodawcy w stosunku do swoich pracowników a na ich podstawie definiowania odpowiednich systemów motywacyjnych, jakim jest Lean HR, aby wspierać wdrażanie TPM w łódzkich fabrykach.
2. KILKA SŁÓW O BSH SPRZĘT GOSPODARSTWA DOMOWEGO SP. z O.O.
2.1. Koncern BSH
Koncern BSH Bosch und Siemens Hausgeräte GmbH z siedzibą w Monachium to Światowy lider rynku AGD. Globalne roczne obroty wynoszą ponad 9,8 mld EUR (2012), co daje mu jedną z najsilniejszych pozycji na światowym rynku urządzeń gospodarstwa domowego. BSH GmbH został utworzony w 1967 roku, jako joint venture pomiędzy firmami Robert Bosch GmbH i Siemens AG. Koncern posiada dziś na świecie 41 zakładów produkcyjnych i ponad 70 oddziałów w 50 krajach oraz zatrudnia ponad 46.000 pracowników.
 Rys. 1. Portfolio produktów BSH: pralki i suszarki do ubrań, zmywarki, chłodnictwo, piekarniki i kuchenki mikrofalowe, płyty grzewcze, okapy, drobny sprzęt kuchenny, drobny sprzęt domowy, technika grzewcza
Rys. 1. Portfolio produktów BSH: pralki i suszarki do ubrań, zmywarki, chłodnictwo, piekarniki i kuchenki mikrofalowe, płyty grzewcze, okapy, drobny sprzęt kuchenny, drobny sprzęt domowy, technika grzewcza
 Rys. 2. Portfolio marek należących do BSH (2012)
Rys. 2. Portfolio marek należących do BSH (2012)
BSH łączy przy tym najniższe zużycie energii z najlepszą wydajnością w taki sposób, aby stwarzać komfort użytkowania dla Klienta. Szczególna kompetencja BSH to rozwój urządzeń do zabudowy, których funkcjonalność i wzornictwo idą w parze. Klienci stawiają na jakość i żywotność urządzeń. MY spełniamy ich wymagania!!!
2.2. BSH w Polsce, Oddziały w Łodzi
Polska spółka-córka BSH Sprzęt Gospodarstwa Domowego w swoich trzech łódzkich fabrykach (Tab. 1) produkuje pralki, zmywarki, suszarki do ubrań oraz dystrybuuje sprzęt AGD marek Bosch, Siemens i Gaggenau. Spółka w 2012 roku osiągnęła obroty około 3,6 mld zł, z czego ok. 70% stanowił eksport. BSH zatrudnia w Polsce ok. 2.000 osób. Łączna wartość polskich inwestycji na koniec 2012 roku przekroczyła 300 mln euro.
Z dniem 22 marca 2013 BSH Sp. z o.o. stała się większościowym udziałowcem Zelmer S.A. W rezultacie tej transakcji obie firmy – Zelmer i BSH będą teraz współpracować w Polsce i na rynkach Europy Środkowo – Wschodniej.
Tab. 1. Główne kamienie milowe rozwoju BSH Sprzęt Gospodarstwa Domowego
| 1993 | Założenie Spółki córki w Polsce/Warszawa (Przedsiębiorstwo handlowe) |
| 1994 | Grudzień – start produkcji pralek w wynajętej hali: 40 urządzeń/zmianę |
| 2000 | Zdefiniowanie i wdrożenie Systemu Produkcyjnego BSH jako wzór dla innych fabryk koncernu BSH |
| 2002 | Wrzesień – start produkcji zmywarek |
| 2005 | Czerwiec – Start produkcji suszarek do ubrań |
| 2010 | Rozpoczęcie wdrażania programu TPM |
3. KILKA SŁÓW O WDRAŻANIU PROGRAMU TPM w BSH w Łodzi
3.1. TPM JAKO SYNTEZA NAJLEPSZYCH PRAKTYK
TPM stanowi zbiór koncepcji, zasad oraz narzędzi umożliwiających zarządzanie zakładem w sposób optymalny pod względem wykorzystania dostępnych zasobów. TPM wykorzystuje najlepsze praktyki z koncepcji Lean Management i Six Sigma. Mimo silnego związku z opisanymi dwiema koncepcjami, program TPM wykorzystuje także „własne” narzędzia poprawy i zarządzania programem, takie jak m. in.: kompletną matrycę strat w fabryce, bilans materiałowy, rozmieszczenie strat i zdolności produkcyjnych, system powoływania zespołów poprawy, zarządzanie wizualne zespołami, system utrzymania osiągniętych wyników, system poprawy komunikacji, system szkolenia liderów zmian i liderów kontroli procesu. Należy także pamiętać, iż udany program TPM w przedsiębiorstwie powinien angażować pracowników z różnych szczebli organizacji, posiadających różną wiedzę na temat narzędzi poprawy. Dlatego też program usprawniania procesów produkcyjnych powinien bazować na zestawach metod i narzędzi, które mogą być stosowane przez możliwie jak największą liczbę pracowników.
3.2. STRUKTURA ZARZĄDZANIA PROGRAMEM TPM
Zaangażowanie wszystkich pracowników w program TPM wymaga odpowiedniej struktury organizacyjnej oraz wprowadzenia zmian zarządzania w całej organizacji. Wiąże się to także ze zmianą zakresu obowiązków dla części pracowników.
W naszych fabrykach wprowadziliśmy strukturę filarową TPM (Rys. 3). Mając na względzie priorytety i wielkość przedsiębiorstwa zdefiniowaliśmy jedenaście filarów, z czego siedem to filary fabryczne a cztery to filary centralne, pokrywające swoją działalnością 3 fabryki i Piony Centralne, które wchodzą w skład lokalizacji BSH w Łodzi:
Filary fabryczne:
- Filar Ukierunkowanej Poprawy (ang. Focused Improvement)
- Filar Autonomicznego Zarządzania (ang. Autonomous Maintenance)
- Filar Planowanej Konserwacji (ang. Planned maintenance)
- Filar Doskonalenia Jakości (ang. Quality Maintenance)
- Filar Wczesnego Zarządzania Urządzeniami (ang. Early Equipment Management)
- Filar Wczesnego Zarządzania Produktem (ang. Early Product Management)
- Filar Przepływ Lean (ang. Lean Flow)
Filary centralne:
- Filar Szkoleń i Edukacji (ang. Training & Education)
- Filar Lean w Administracji (ang. Lean in Office)
- Filar Bezpieczeństwa (ang. Safety)
- Filar Środowiska (ang. Environment)
Utworzenie filarów prowadzi do reorganizacji struktury funkcjonalnej, ponieważ w ich skład wchodzą pracownicy z różnych szczebli i obszarów organizacji. Utworzone filary zmieniają pierwotną funkcjonalną strukturę organizacji na strukturę macierzową, w której część pracowników oprócz swoich normalnych obowiązków, wynikających z pełnionych stanowisk, uczestniczy także w działaniach filaru.
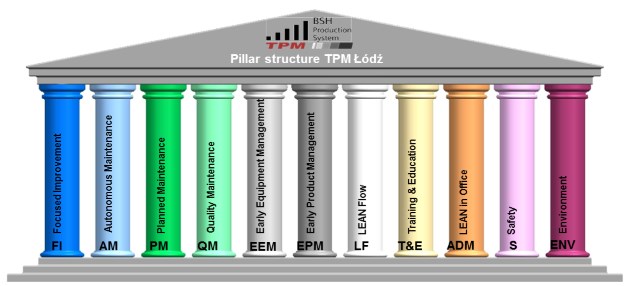 Rys. 3. Struktura filarowa TPM w Oddziałach w Łodzi
Rys. 3. Struktura filarowa TPM w Oddziałach w Łodzi
3.3. ANALIZA STRAT W TPM
Ważnym elementem programu TPM jest analiza i zrozumienie istniejących strat. Dopiero poznane i skwantyfikowane straty mogą być eliminowane poprzez powołane do tego zespoły poprawy. Po wyeliminowaniu tzw. wykorzenieniu straty wprowadza się system, który zapobiega ich ponownemu wystąpieniu. Ww. procesy stanowią główne zadania filaru (Rys. 4). Każdy z filarów ma ściśle określone kompetencje i zakres pracy. Powołanie filarów w znaczący sposób poprawia również przepływ informacji a także przyspiesza i zwiększa efektywność działań poprawy.
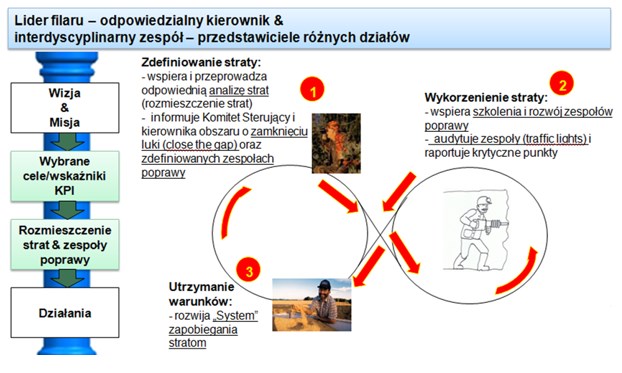 Rys. 4. Podstawowa zasada działania filarów
Rys. 4. Podstawowa zasada działania filarów
Podstawą wdrażania TPM z sukcesem w przedsiębiorstwie jest angażowanie możliwie jak największej liczby pracowników w codzienne działania. Związane jest to z wprowadzaniem licznych zmian zarówno w strukturze organizacyjnej, o czym autorzy wspominają już wyżej, jak także wymaga się zmiany podejścia pracowników do pojawiających się problemów. Sprowadza się to przede wszystkim do umiejętności reagowania na wszelkie anomalie występujące w procesie produkcyjnym i ich usuwanie poprzez zastosowanie odpowiednich narzędzi, jakie daje do dyspozycji TPM. Ponadto oczekuje się od pracowników wszystkich szczebli aktywnego uczestniczenia w projektach poprawy. Zmiana ta wynika z odmiennego niż tradycyjne podejścia TPM do osiągania celów poprzez redukcję strat (Rys. 5):
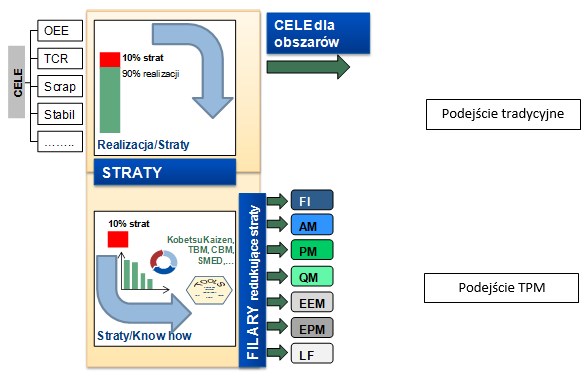 Rys. 5. Podejście tradycyjne i TPM do procesu definiowania i realizacji celów
Rys. 5. Podejście tradycyjne i TPM do procesu definiowania i realizacji celów
3.4. ORGANIZACJA DZIAŁAŃ TPM W FABRYKACH
Nadrzędną komórką zarządzania programem TPM w każdej fabryce jest Komitet Sterujący, w którego skład wchodzą dyrektor fabryki, dyrektor pionu Business Development, liderzy wszystkich filarów oraz koordynator TPM. Komitet sterujący podejmuje kluczowe decyzje, m. in. w kwestii rozpoczynania kolejnych etapów programu TPM oraz zmian struktury zarządzania programem TPM. Operacyjne działania filarów monitorowane są na cotygodniowych spotkaniach, których głównym celem jest analiza strat dedykowanych danemu filarowi, przegląd działań filaru, przegląd działających zespołów poprawy, jak również definiowanie w oparciu o analizy strat nowych zespołów.
Codziennie odbywają się spotkania produkcyjne GEMBA (jap. “miejsce zdarzenia”, “miejsce wykonywania rzeczywistej pracy”), w czasie których operatorzy raportują wskaźniki i omawiają bieżące problemy produkcyjne, a także dzielą się najlepszymi praktykami, wykorzystując przy tym odpowiednie narzędzia, takie jak OPL (One Point Lesson) czy Before/After Kaizen ze swoich obszarów (Rys. 6). Ponadto w czasie tych spotkań prezentowane są wyniki pracy zespołów poprawy, które do redukcji strat korzystają z metodologii „10 kroków Kaizen” („Kobetsu Kaizen”).
 Rys. 6. Prezentacja zespołów poprawy redukujących straty w obszarze produkcyjnym
Rys. 6. Prezentacja zespołów poprawy redukujących straty w obszarze produkcyjnym
Dodatkowo raz na pół roku aktualizowana jest matryca strat dla fabryki, gdzie każda strata jest kwantyfikowana w PLN. Matryca strat jest narzędziem filaru „Ukierunkowanej poprawy” (FI), który odpowiada w przedsiębiorstwie za analizę strat i definiuje cele do prowadzonych działań poprawy. Cele te są następnie przekazywane do realizacji poszczególnym filarom.
Strukturę działań operacyjnych związanych z programem TPM obrazuje rys. 7.
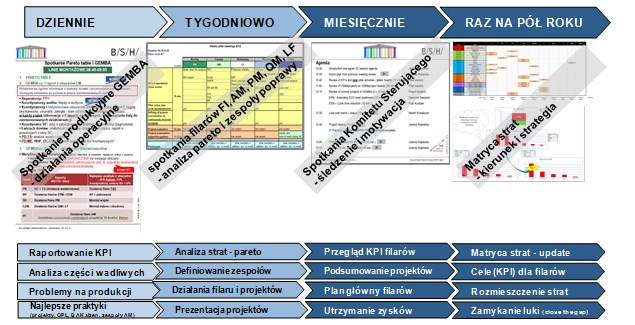 Rys. 7. Struktura działań operacyjnych związanych z programem TPM
Rys. 7. Struktura działań operacyjnych związanych z programem TPM
3.5. ETAPY WDRAŻANIA PROGRAMU TPM
Program TPM wdrażany jest etapowo, przede wszystkim dlatego, gdyż pozwala to angażować coraz większą liczbę pracowników.
W naszych fabrykach TPM wdrażany był z podziałem na trzy główne etapy:
- Fazę pilotażową
- Fazę ekspansji
- Fazę stabilizacji
Faza pilotażowa ma na celu, oprócz pokazania pozytywnych efektów programu, także oswojenie pracowników z programem zmian w organizacji.
Wraz z powoływanymi nowymi projektami, wzrasta liczba osób zaangażowanych w program TPM. Centralne zarządzanie programem jest utrudnione, dlatego też w fazie ekspansji rozpoczyna się proces reorganizacji programu, a co za tym idzie struktury zarządzania w organizacji. Realizowane jest to poprzez tworzenie filarów.
W fazie stabilizacji program TPM zarządzany jest autonomicznie, zarówno przez liderów filarów w organizacji, ale także dzięki wykreowanym w trakcie programu nowym liderom zarządzania zmianą.
Wdrażanie programu TPM wsparte jest planem głównym dla fabryki (Rys. 8), jak również planami głównymi dla poszczególnych filarów, które są składowymi planu głównego fabryki.
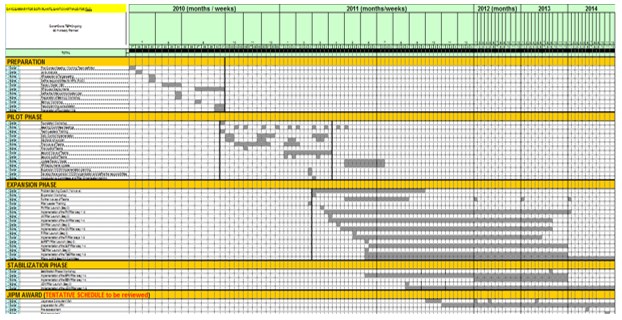 Rys. 8. Plan główny wdrożenia TPM w fabryce pralek
Rys. 8. Plan główny wdrożenia TPM w fabryce pralek
Nasze działania w ramach programu TPM zostaną uwieńczone nagrodą japońskiego instytutu JIPM TPM, którą mamy nadzieję otrzymać w 2014 roku.
4. LEAN HR JAKO WSPARCIE WE WDRAŻANIU TPM
„Istotne dla wspólnego dobra jest wspieranie jednostek, ponieważ tylko jednostka może wytworzyć nowe idee, które niezbędne są społeczeństwu dla jego ciągłego rozwoju, a także, w istocie, dla uniknięcia wyjałowienia i stagnacji”
Albert Einstein
Lean HR system
(„szczupłe zarządzanie pracownikami”) to odpowiedź na pytanie: W jaki sposób pracownicy BSH mogą przyczyniać się do sukcesu finansowego firmy jednocześnie rozwijać się indywidualnie oraz odnosić własne sukcesy, podnosząc przy tym kwalifikacje i uczestnicząc w szkoleniach i tym samym wspierać wdrożenie TPM.
Lean HR to system zdefiniowanych oczekiwań i zasad postępowania, których realizacji BSH Łódź oczekuje od swoich pracowników.
Dzięki Lean HR każdy pracownik jest świadomy, jaki jest jego obecny poziom umiejętności w porównaniu do oczekiwań Pracodawcy oraz jakie wymagania powinien spełniać, aby mieć wpływ na planowanie swej kariery zawodowej. Mogą to być np. różnego rodzaju szkolenia lub aktywności, niezbędne do dalszego rozwoju. Cały system opiera się na założeniu, że sukces pojedynczego pracownika jest sukcesem całej organizacji.
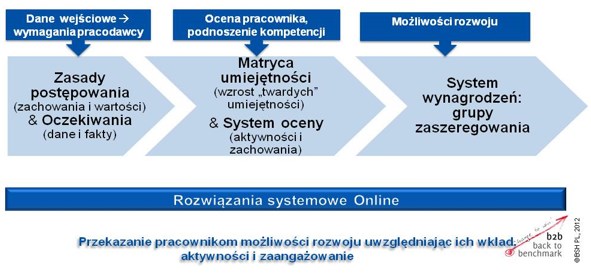 Rys. 9. Procesowe powiązania modułów systemu Lean HR
Rys. 9. Procesowe powiązania modułów systemu Lean HR
Wyniki prac w poszczególnych modułach projektu Lean HR wzajemnie się uzupełniają i dopełniają (Rys. 9). Zasady postępowania i oczekiwania wyznaczają cele, które pracownicy mogą realizować dzięki aktywności w wyznaczonych obszarach. Wsparcie w tych działaniach zapewnia matryca umiejętności, dzięki której zdefiniowane są luki kompetencyjne dla wszystkich pracowników. Jest to podstawą planowania szkoleń dla poszczególnych osób. Systemy oceny pozwalają na indywidualne podsumowanie działań podczas rozmów rocznych i półrocznych z przełożonymi. Dzięki coraz wyższym umiejętnościom i uzyskaniu wyższej oceny u bezpośredniego przełożonego zwiększamy szansę na rozwój osobisty każdego pracownika. Rozwiązania on-line wspierają nas w lepszym, szybszym zarządzaniu naszymi danymi oraz planowaniu indywidualnej ścieżki rozwoju.
4.1. ZASADY POSTĘPOWANIA
Zasady postępowania (Rys. 10) wyznaczają główne oczekiwania, jakie BSH stawia swoim pracownikom. Opisują przykłady zachowań oraz wartości, które są ważne dla naszej organizacji. Dzięki stosowaniu się do opisanych wytycznych każdy z pracowników może przyczynić się do sukcesu firmy, jednocześnie zapewniając swój własny rozwój.
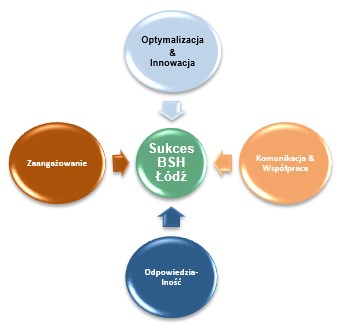 Rys. 10. Cztery najważniejsze obszary zasad postępowania
Rys. 10. Cztery najważniejsze obszary zasad postępowania
4.2. OCZEKIWANIA DOTYCZĄCE AKTYWNOŚCI ORAZ SYSTEM OCENY
BSH posiada zbiór oczekiwań w stosunku do pracowników. Są to konkretne zachowania wspierane przez istniejące narzędzia innowacji ciągłego doskonalenia. Każdy pracownik uzyskuje dostęp do szkoleń na temat tego, w jaki sposób korzystać z tych narzędzi.
Jednym z oczekiwań jest to, aby aktywni pracownicy byli zorientowani na osiąganie wyników i ciągłe doskonalenie swoich umiejętności. Takie działania przyczyniają się do osobistego rozwoju.
Oczekiwania dotyczące aktywności znajdują swoje odzwierciedlenie w „mierzalnych” wskaźnikach aktywności, które pozwalają na poznanie pożądanej liczby działań podejmowanych przez każdego z pracowników. Zadaniem nowego systemu oceny jest ewaluacja pracowników w obszarach zdefiniowanych w zasadach postępowania: zaangażowanie, innowacja, komunikacja i współpraca.
W nowym systemie oceny dla pracowników pośrednio- i bezpośrednio produkcyjnych maksymalnie można otrzymać określoną liczbę punktów, podzielonych według dwóch kategorii:
- „Mierzalne” wskaźniki aktywności: top-idee, OPL, B/A Kaizen, F-Tagsoraz udział w zespołach
- “Miękkie” obszary: reagowanie na błędy, elastyczność, chęć uczenia się, dzielenie się wiedzą, 5S oraz BHP.
Od pracowników oczekuje się złożenia, w cyklu rocznym, minimum:
- 6 OPL , top-idea lub B/A Kaizen (systemy sugestii pracowniczych),
- 12 F-Tagów,
- uczestnictwa w min. 2 zespołach poprawy.
4.3. SKILL MATRIX – Matryca umiejętności
Organizacja samoucząca się
Celem pracy zespołu projektowego definiującego matrycę umiejętności było stworzenie organizacji, która będzie bezustannie rozwijała się i dostosowywała do bieżących potrzeb. Będzie dostarczała odpowiednie szkolenia i wiedzę odpowiednim osobom w odpowiednim czasie.
Sukces ten zakładaliśmy osiągnąć poprzez:
- stworzenie matrycy umiejętności,
- dostosowanie szkoleń do potrzeb organizacji (szkolenia „szyte na miarę”),
- odpowiedzialne wykorzystanie zasobów organizacji,
- stworzenie pomieszczenia szkoleniowego,
- szkolenie trenerów wewnętrznych,
- tworzenie wewnętrznych materiałów szkoleniowych.
Matryca umiejętności
Matryca umiejętności (Rys. 11) jest narzędziem, w którym zdefiniowane są wszystkie niezbędne i pożądane umiejętności dla każdego stanowiska pracy (określa ona, jakie umiejętności i na jakim poziomie są oczekiwane dla wszystkich stanowisk BSH w Łodzi). Macierz opracowana została na podstawie zebranych potrzeb z całej organizacji w Łodzi.
Następnie każdy przełożony weryfikuje poziom umiejętności swoich pracowników w stosunku do określonego celu dla danego stanowiska. Ocena poziomu wiedzy odbywa się poprzez udzielenie odpowiedzi na pytania kontrolne. Wszelkie odstępstwa od poziomu pożądanego i zdefiniowanego w matrycy umiejętności eliminowane są poprzez zgłoszenie pracownika na odpowiednie szkolenia, a następnie obserwację przez przełożonego. Każda umiejętność oceniana jest wg następujących poziomów:
- Nie potrafi (nie jest wymagane)
- Zna teorię i wie jak wykonywać zadanie (otrzymał pełne szkolenie, materiały szkoleniowe i zapoznał się z narzędziami)
- Potrafi wykonać zadanie w stopniu podstawowym (otrzymał wytyczne od bezpośredniego przełożonego/eksperta; wykonuje zadania właściwie zgodnie ze standardami w danym obszarze np. CILT, ASP, instrukcje pracy itd.)
- Potrafi wykonać zadanie w pełni (wykonuje zadania samodzielnie potwierdzane przez bezpośredniego przełożonego/eksperta)
- Potrafi uczyć innych jak wykonywać zadanie
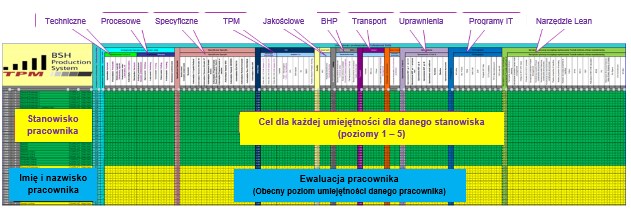 Rys. 11. Matryca umiejętności pracowników BSH Łódź. Obecnie w matrycy znajduje się 109 umiejętności na poziomach 1 – 5 dla wszystkich stanowisk pracowników bezpośrednio produkcyjnych i pośrednio produkcyjnych
Rys. 11. Matryca umiejętności pracowników BSH Łódź. Obecnie w matrycy znajduje się 109 umiejętności na poziomach 1 – 5 dla wszystkich stanowisk pracowników bezpośrednio produkcyjnych i pośrednio produkcyjnych
Rozbudowujemy matrycę umiejętności o pracowników administracyjnych uwzględniając kadrę kierowniczą. Docelowo w matrycy będzie znajdowało się 247 umiejętności dla całej organizacji BSH Łódź.
Trenerzy wewnętrzni
Aby redukować koszty w firmie BSH staramy się podnosić kwalifikacje pracowników poprzez realizowanie szkoleń wewnątrz organizacji. Przygotowaliśmy odpowiednie pakiety szkoleniowe dla przyszłych trenerów i szkolimy najlepszych ekspertów z danej dziedziny. Trenerzy w zależności od zapotrzebowania, szkolą kolejnych trenerów, przez co zwiększamy dostępność trenerów i możliwości szkoleń. Obecnie posiadamy 89 trenerów wewnętrznych i w tym roku planujemy kolejnych 11.
Materiały szkoleniowe
Trener lub grupa trenerów wewnętrznych przygotowują materiały szkoleniowe zgodnie z zapotrzebowaniem organizacji (czas szkolenia, zawarta wiedza odpowiadająca zakresowi pracy pracowników). Dodatkowo stworzona została platforma wszystkich materiałów szkoleniowych dostępnych dla każdego pracownika i trenerów wewnętrznych.
Obecnie posiadamy 46 pakietów szkoleniowych i w tym roku planujemy kolejne 9. Zgodnie z priorytetami firmy pozostałe 54 pakiety szkoleniowe przygotowywane będą w kolejnych latach.
Pomieszczenia szkoleniowe
BSH w Łodzi znajduje się w dwóch lokalizacjach. W celu optymalizacji kosztów transferów pomiędzy lokalizacjami, zbudowano dwa pomieszczenia szkoleniowe. W każdym z nich pracownicy zdobywają wiedzę teoretyczną i praktyczną z danego zakresu.
Główne szkolenia prowadzone w tych pomieszczeniach to (Rys. 12):
- Autonomiczne Zarządzanie (kroki 1 – 4)
- Pneumatyka
- Smarowanie
- Hydraulika
- Tarcie
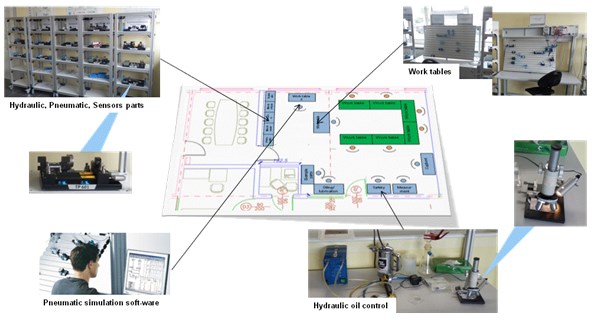 Rys. 12. Pomieszczenie szkoleniowe TPM w łódzkich lokalizacjach
Rys. 12. Pomieszczenie szkoleniowe TPM w łódzkich lokalizacjach
System ciągłej poprawy Aby utrzymać/podnosić poziom szkoleń wprowadziliśmy kwestionariusz oceny szkoleń. Z jego pomocą uczestnicy szkolenia oceniają trenera, szkolenie i jakość materiałów szkoleniowych. Na podstawie wyników podejmowane są działania korygujące.
Realizacja szkoleń Szkolenia prowadzone są w dwóch częściach (pierwsza teoretyczna i druga praktyczna – Rys. 13). Po zakończeniu szkolenia, każdy uczestnik otrzymuje listę z pytaniami kontrolnym, na które musi poprawnie odpowiedzieć. Tylko w przypadku pozytywnego zdania testu, trener zmienia poziom kompetencji pracownika na wyższy poziom (poziom 2). Po obserwacji przez przełożonego następuje ostateczna akceptacja zmiany kompetencji. Kolejne poziomy ewaluowane są tylko przez bezpośredniego przełożonego bazując na obserwacji i realizacji powierzanych zadań.
 Rys. 13. Szkolenie z hydrauliki siłowej
Rys. 13. Szkolenie z hydrauliki siłowej
4.4. GRUPY ZASZEREGOWAŃ
Co to jest tabela zaszeregowania? Na to pytanie możemy dać szybką i zwięzłą odpowiedź: To dokument, w którym zostały zgromadzone wszystkie stanowiska istniejące w naszej firmie. Na podstawie przeprowadzonego wartościowania stanowisk pracy, czyli analizy każdego stanowiska polegającej na porównaniu wymagań, zakresu zadań i odpowiedzialności na danym stanowisku, każde stanowisko zostało przypisane do odpowiedniej grupy zaszeregowania. Jednak na pytanie: Czy pracownik BSH wie, co może zrobić, aby zwiększyć swoje szanse na zmianę grupy zaszeregowania? odpowiedź byłaby już zapewne trudniejsza, w większości otrzymamy odpowiedź: nie, nie wiem!
Od stycznia 2013 pracownicy otrzymają informacje uzupełniające do Regulaminu Wynagradzania na temat kryteriów, które są powiązane z każdą grupą zaszeregowania.
Dzięki kryteriom określonym dla każdego stanowiska w tabeli zaszeregowania pracownicy BSH otrzymają informacje, jakie inne kryteria oprócz wykształcenia i doświadczenia będą brane pod uwagę podczas rekrutacji wewnętrznych na poszczególne stanowiska lub podczas planowania podwyżek.
4.5. SYSTEMY ON-LINE
Systemy on-line wspierają funkcjonowanie całego systemu Lean HR. Dzięki nim możliwy będzie szybki dostęp do wszystkich informacji oraz przyspieszenie komunikacji. W ramach projektu wyróżnić można 3 kluczowe systemy: Karta Wyników (ScoreCard), Ocena pracownika (Bonus Evaluation), Matryca umiejętności (Training and Skill System).
Pierwszym z nich jest Karta Wyników (ScoreCard). Przechowywane są tutaj informacje z wielu innych systemów, takich jak F-Tagi, top-idea, eProjects czy OPL-B/A Kaizen (Rys. 14). Zebrane dane dotyczą głównie aktywności pracowników – systemy ułatwiają tworzenie zestawień i podsumowań poszczególnych działów. Wgląd w aktywność konkretnych pracowników mają sami pracownicy oraz ich przełożeni. System ten przechowuje także informacje o nabytych umiejętnościach oraz przebytych szkoleniach (Rys. 15).
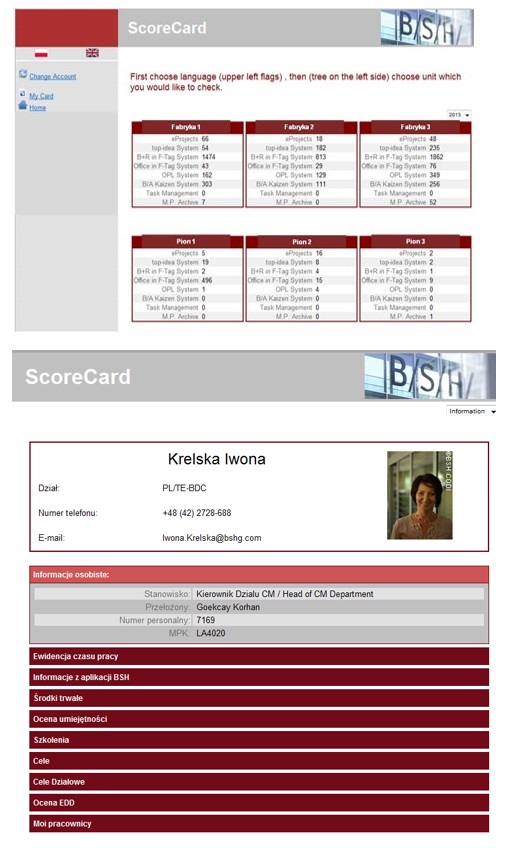 Rys. 14 i 15. Ogólna karta wyników lokalizacji i Indywidualna Karta wyników pracowników ze szczegółowymi informacjami nt. czasu pracy, wymiaru urlopów, środków trwałych, aktywności w narzędziach ciągłego doskonalenia, cele roczne i ich realizacja itd.
Rys. 14 i 15. Ogólna karta wyników lokalizacji i Indywidualna Karta wyników pracowników ze szczegółowymi informacjami nt. czasu pracy, wymiaru urlopów, środków trwałych, aktywności w narzędziach ciągłego doskonalenia, cele roczne i ich realizacja itd.
Drugi z systemów jest ściśle powiązany z Kartą Wyników. Informacje zsumowane w ScoreCard są podstawą do wyliczania premii dla każdego pracownika. Podsumowanie wdrożonych top-idei czy zaakceptowanych OPL’ek jest przeliczane na punkty, które zdobywa każdy pracownik. Co pół roku każdy przełożony sprawdza aktywność swoich pracowników oraz sam ich ocenia. Sprawdzenie dotychczasowych punktów jest możliwe w systemie ScoreCard w karcie konkretnego pracownika w zakładce Ocena Pracownika.
Ostatnim systemem powiązanym z projektem Lean HR jest Matryca umiejętności. Jej głównym zadaniem jest wspieranie działu HR w zarządzaniu szkoleniami i kontrolą umiejętności pracowników. Każdy przełożony (od koordynatora wzwyż) będzie oceniał umiejętności swoich pracowników, natomiast system będzie dobierał najbardziej optymalne szkolenia pomagające w rozwoju każdego z pracowników. Dzięki temu każdy będzie miał możliwość sprawdzenia możliwych szkoleń, które pomogą w ciągłym doskonaleniu i usprawnieniu codziennej pracy.
5. REZULTATY
Głównym efektem projektu jest znaczący wzrost wskaźnika aktywności pracowników. Porównując tylko 3 pierwsze miesiące 2012 i 2013 wskaźnik uczestnictwa pracowników wzrósł z 19% do 42%. Liczba składanych pomysłów w 4 pierwszych miesiącach roku 2012 to 553 sugestii pracowniczych (top-idei, OPL i B\A Kaizen), a w pierwszych 3 miesiącach roku 2013 wyniosła już 735. Liczba trenerów wewnętrznych wzrosła z 37 do 89, a liczba materiałów szkoleniowych wzrosła z 10 do 61.
6. PODSUMOWANIE
Z doświadczenia we wdrażaniu programu TPM wynika, że szczególnie ważną rolę pełnią następujące czynniki, mające bezpośredni wpływ na sukces programu:
- Zaangażowanie i poparcie programu przez Kierownictwo fabryki.
- Zaangażowanie pracowników wszystkich szczebli organizacyjnych.
- Stymulacja, rozwój i nacisk na pracę zespołową.
- Znajomość różnorodności narzędzi, jakimi dysponuje program TPM.
- Przyznanie się do niedoskonałości w celu poznania potencjału ulepszeń.
- Jasno zdefiniowane cele i odpowiedzialności przypisane do każdego pracownika.
Z perspektywy wdrażania programu TPM czynnikiem wymagającym największego skupienia jest czynnik ludzki, sprowadzający się do angażowania wszystkich pracowników ze wszystkich szczebli, gdyż w wielu przypadkach wymaga to zmiany podejścia do wykonywanej codziennie pracy.
Podsumowując TPM tworzą ludzie i to od nich zależy sukces programu.
Iwona KRELSKA
Kierownik Działu Zarządzania Zmianą i Projektami, BSH Sprzęt Gospodarstwa Domowego Sp. z o.o.
Joanna ROJEWSKA
Kierownik Projektu i Koordynator Systemu Produkcyjnego i TPM, BSH Sprzęt Gospodarstwa Domowego Sp. z o.o.
Paweł HENKIE
Kierownik Projektu i Koordynator Systemu Produkcyjnego i TPM, BSH Sprzęt Gospodarstwa Domowego Sp. z o.o.
Artykuł stanowi przedruk publikacji zamieszczonej w materiałach konferencyjnych XIII Konferencji Lean Management, która odbyła się we Wrocławiu w dniach 11-13 czerwca 2013 roku. Konferencja, która organizowana jest corocznie przez Lean Enterprise Institute Polska, przeznaczona jest dla sektorów produkcyjnego i usługowego. Artykuł został opublikowany dzięki uprzejmości i za zgodą firmy BSH Sprzęt Gospodarstwa Domowego Sp. z o.o. z Łodzi.



