Jak zmienić styl myślenia pracownika o każdym przezbrojeniu – kultura SMED w SFS Poland
Przy konieczności reagowania na codzienne zmiany w zapotrzebowaniu na nasze produkty największym wyzwaniem dla Stanley Fastening Systems Poland (SFS Poland) stała się kilka lat temu poprawa asortymentowej elastyczności produkcji. Liczba ponad trzydziestu tysięcy przezbrojeń na wszystkich maszynach rocznie nie byłaby możliwa bez zmiany nastawienia pracowników, którzy w krótszym, sprawniejszym przezbrojeniu zobaczyli szansę nie tylko dla polepszenia wskaźników zakładu, ale także dla siebie samych. Obawy pracowników przed transformacją przezbrojeń okazały się nieuzasadnione i w konsekwencji zamieniły się w pasję do ciągłych usprawnień.
Prezentacja przedsiębiorstwa
The Stanley Works – opis i rys historyczny
Firma Stanley Works jest światowym producentem i dystrybutorem ponad pół miliona produktów różnego typu dla konsumentów indywidualnych oraz do użytku w przemyśle. Tworzy także specjalne elektroniczne i mechaniczne rozwiązania bezpieczeństwa i ochrony o charakterze wysoce wyspecjalizowanych systemów, a także rozwiązań na użytek indywidualny oraz dla firm.
Firma powstała w New Britain, Connecticut, gdzie w roku 1843 Fryderyk T. Stanley założył „The Stanley Works” – małą fabrykę, która produkowała zawiasy, zasuwy, drzwi i podobne akcesoria z branży. Od początku wizją było stworzenie firmy, która przede wszystkim myśli o kliencie. Stanley zatrudnił kilku wykwalifikowanych pracowników i nawet sam pracował w fabryce. Starsi pracownicy przypominali potem, że ręcznie modelował produkowane zawiasy, a następnie wyjeżdżał swoim powozem by sprzedawać je farmerom. Woził ze sobą śrubokręt i własnoręcznie montował swoje wyroby w stajniach i domach. Historia ta nadal jest opowiadana wśród pracowników firmy, wskazując na dobrą obsługę klienta jako jedną z cech charakterystycznych firmy.
Na początku następnego stulecia założone zostały pierwsze zakłady produkcyjne poza granicami USA. Krótko potem The Stanley Works rozwinął swoje międzynarodowe działania poprzez pochłonięcie Stanley Rule and Level, największych amerykańskich producentów narzędzi ręcznych, założonych w 1857 przez krewnego z rodziny Stanley. Przed rokiem 1920 markowe narzędzia były uznawane i dostępne na wszystkich kontynentach.
Dzisiaj, ponad 173 lata po tym jak Fryderyk Stanley po raz pierwszy otworzył swoje drzwi na biznes, po bardzo bogatej historii i dywersyfikacji oferowanych produktów Stanley jest jedną z najbardziej znanych i poważanych firm produkujących specjalistyczne narzędzia, elementy metalowe, i systemy zabezpieczeń, itp.
W tej chwili firma posiada ponad 140 jednostek produkcyjnych i dystrybucyjnych pokrywających każdy główny region świata (lokalizacja w 50 krajach). Nasze produkty są sprzedawane w ponad 150 tysiącach lokalizacji w 200 krajach.
Stanley jest rozpoznawany jako producent i lider markowych narzędzi, ręcznych narzędzi hydraulicznych, automatycznych drzwi, okuć, elektronicznych zabezpieczeń, produktów wyposażenia wnętrz i wielu innych. W wyniku rozszerzenia i zróżnicowania swojej oferty Stanley posiada obecnie ponad pół miliona nowoczesnych produktów stworzonych z myślą zarówno o profesjonalistach, jak i amatorach-majsterkowiczach. Ułatwiają one ludziom wykorzystywać ich umiejętności, wyrażać twórczy zapał oraz realizować wizje poprzez pracę.
Stanley-Bostitch
Znajdujący się w East Greenwich, Rhode Island „Stanley Bostitch” zaczął produkować narzędzia w Bostonie ponad wiek temu. Nazwa ta wzięła się ze słów „Boston” i „Stitcher”, które połączone stworzyły nazwę firmy.
W 1903 roku firma skonstruowała nożnie obsługiwany zszywacz. Pierwszy zszywacz był dużą mocującą maszyną o napędzie elektrycznym do zszywania papieru, tektury, a później nawet stali. W tych czasach zszywacz był najszybszą i najpewniejszą metodą połączenia materiału. W roku 1914 Bostitch: zaprezentował pierwszy zszywacz biurowy. Bostitch był także jednym z pierwszych, który zaczął produkcję na dużą skalę pneumatycznych gwoździarek dla budownictwa.
W 1957 roku firma Bostitch przenosi się do obecnej lokalizacji firmy: East Greenwich, Rhode Island. Chociaż firma wprowadziła pierwszy zszywacz młotkowy w roku 1925, swoją prawdziwą wizję usprawnienia pracy w budownictwie odkryto dopiero w roku 1961, kiedy to została przejęta firma Calwire – firma produkującą pneumatyczne narzędzia mocujące. Bostitch bazował na jej technologii konstruując swoją pierwszą gwoździarkę na gwoździe otaśmowane.
W 1965 roku Bostitch wprowadził na rynek nową gwoździarkę, w której zastosowano nowy system składania gwoździ. Nowy projekt miał okrągły magazynek dla pełnych gwoździ z okrągłymi łbami, zgrzanych na drucie. Mógł pomieścić 300 gwoździ, co znacznie ułatwiało i przyspieszało pracę. Z tym typem technologii i wyjątkową wydajnością, stał się wiodącym narzędziem na rynku dekarskim.
W 1980, produkty firmy Bostitch były oferowane kontrahentom poprzez dystrybucję dla budowy domów jako kompletny program. Firma jako pierwsza zaopatrywała drobnych odbiorców detalicznych w wysokojakościowe, pneumatyczne narzędzia.
Po tym jak Bostitch odniósł sukces w dystrybucji, Stanley Works widząc firmę produkującą narzędzia pneumatyczne, które idealnie pasują do wizji wytwarzania najlepszych narzędzi dla zaawansowanego budownictwa, postanowił zakupić Bostitch-a w 1986 roku. Obie firmy stworzyły partnerstwo pod nazwą Stanley Bostitch, które istnieje do dnia dzisiejszego.
Stanley Black & Decker
W roku 2009 firma Stanley Works połączyła się z amerykańską firmą Black&Decker, znanym producentem elektronarzędzi. W wyniku fuzji powstała korporacja Stanley Black&Decker, posiadająca w swojej ofercie takie uznane marki, jak Stanley, Dewalt, Facom, Black&Decker, Kwikset, czy Bostitch i pod tymi markami wytwarzane są produkty w zakładzie w Polsce.
Firma Stanley w Polsce
W Polsce firma Stanley istnieje pod nazwą Sp. z o.o. – zakład produkcyjny umiejscowiony w Wrocławiu, na ul. Jerzmanowskiej 4 (Rys. 1).

Rysunek 1 Widok na zakład Stanley Fastening Systems Poland we Wrocławiu
W 1992 roku powstała we Wrocławiu fabryka Stanley Fastening Systems Poland, produkująca gwoździe w taśmach do pistoletów pneumatycznych Stanley Bostitch/Atro.
Początkowo, produkcja prowadzona była w wynajętej hali wrocławskiego „PILMETU” – Fabryki Maszyn Rolniczych. W 1997 roku zakłady zostały przeniesione do znacznie większego, zajmującego ponad 13 tys. metrów kwadratowych powierzchni, obiektu.
Najwyższym motywem naszej działalności gospodarczej są cele i zasady przedsiębiorstwa. W pierwszym rzędzie są one związane z pracownikami, klientami zewnętrznymi i (pod)dostawcami. Nasz system zarządzania musi być systematycznie i stale ulepszany.
Budowa zaufania wymaga szczerości i otwartości, dlatego kierujemy się następującymi zasadami:
- Wartość
- Rzetelność
- Respekt
- Jakość
Nasza misja to:
„DAĆ KLIENTOWI OKREŚLONY PRZEZ NIEGO PRODUKT ALE Z ELEMENTAMI INNOWACYJNOŚCI W OKREŚLONYM PRZEZ NIEGO CZASIE TAK, ABY NASZE PRODUKTY BYŁY ZAWSZE JEGO PIERWSZYM WYBOREM, A JEDNOCZEŚNIE WYELIMINOWAĆ WSZYSTO, CO NIE DODAJE WARTOŚCI DO PRODUKTU, ALBO MA NEGATYWNY WPŁYW NA ŚRODOWISKO I JEST DODATKOWYM KOSZTEM LUB MARNOTRAWSTWEM”
Dlaczego SMED
Zarówno zmiany gospodarcze jak i konkurencyjność przedsiębiorstw w celu utrzymania pozycji na rynku, wymuszają na producentach poszukiwania rozwiązań mających za zadanie usprawnienie procesów produkcyjnych. Dążenie do doskonałości produkcji jest niezbędne do przetrwania i rozwoju firmy, a środkiem do osiągnięcia okazują się rozwiązania z zakresu metodyki Lean Manufacturing. Metodyka Lean Manufacturing zwana koncepcją szczupłego wytwarzania prowadzi do redukcji kosztów poprzez eliminowanie marnotrawstwa oraz usprawnianie procesów produkcyjnych, a tym samym umożliwiając uzyskanie przewagi konkurencyjnej. Jednym z narzędzi służącym do ograniczenia marnotrawstwa jest metoda SMED (Single Minute Exchange of Die).
Jednym z czynników mających wpływ na efektywność wykorzystania parku maszynowego są przezbrojenia maszyn oraz całych linii produkcyjnych. Większość wdrożonych przez nas rozwiązań umożliwiło skrócenie czasu przezbrajania, nie poprzez konieczność nowych, kosztownych inwestycji, ale poprzez wewnętrzną reorganizację procesu. W ramach doskonalenia, wykonano analizę wszystkich wewnętrznych procesów produkcyjnych.
Skracać czy nie skracać? – Zdefiniowanie celu
To co pozwala każdemu z pracowników być częścią zespołu to jasno wyznaczone i określone cele. Świadomość pracowników, że to dzięki wyznaczonym celom, dzięki ich realizacji zmienimy także siebie i swoje stanowisko jest istotna i wpływa na nasz sukces. Jednakże to motywacja stanowi punkt startowy i dzięki niej, dzięki wdrażaniu dobrych nawyków jesteśmy w stanie pójść dalej.
A jak to zrobić? – Poprzez szkolenia, poprzez budowanie świadomości pracownika, poprzez zachęcanie pracowników do brania udziału w różnych inicjatywach czy projektach. Budujemy zespoły, którego członkami są operatorzy – pracownicy, którzy na co dzień pracują na maszynach.
CEL: Skrócenie czasu przezbrojenia
Po pierwsze: powołaj zespół. Powołując go pamiętajmy, że to operator maszyny odgrywa tutaj najważniejszą rolę.
Po drugie: przeszkol powołany zespół, aby każdy członek znał cel i realizował te same założenia.
Po trzecie: wdrożenie schematu 4 etapów SMED (Rys. 2).
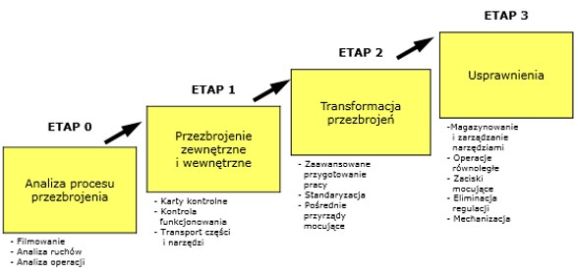
Rysunek 2 Cztery etapy wdrożenia metodyki SMED
Analiza procesu przezbrojenia, czyli opis operacji
Celem jest dokładne poznanie i zarejestrowanie zarówno organizacji jak i przebiegu przezbrojenia na stanowisku poprzez jego udokumentowanie w postaci filmu. Zanim zaczniemy skracać czas przezbrojeń musimy wiedzieć, jak dane przezbrojenie wygląda tu i teraz, aby mieć punkt odniesienia do dalszych usprawnień. Oprócz odczuć i opinii konieczne użycie jest rzeczywistych wyników pomiarów.
Mam film i co dalej?
Analiza operacji realizowanych podczas przezbrojenia opierała się na stworzeniu karty przebiegu przezbrojenia (Rys. 2) na podstawie obserwacji, opisie ruchów operatora oraz instrukcji operacyjnych.
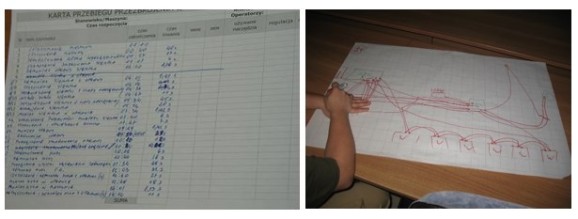
Rysunek 2 Karta przebiegu przezbrojenia oraz „diagram spaghetti” przemieszczenia się operatora podczas przezbrojenia
Przezbrojenie zewnętrzne i wewnętrzne
Celem było rozgraniczenie czynności wewnętrznych i zewnętrznych, ustalenie nowego układu wykonywania czynności oraz stworzenie kart kontrolnych, tablicy cieni oraz racjonalizacja transportu części i narzędzi.
Czynności zostały ustawione w odpowiedniej kolejności a te zaznaczone na czerwono zostały wyeliminowane (Rys. 3). Z 64 czynności wykonywanych przez ustawiacza w obszarze walcarek wybranych zostało 35 niezbędnych, z których 17 wykonywanych mogło być podczas postoju maszyny. Na podstawie nowego porządku czynności wykonywanych podczas przezbrojenia opracowano check-listę wskazującą kolejne kroki przezbrojenia.
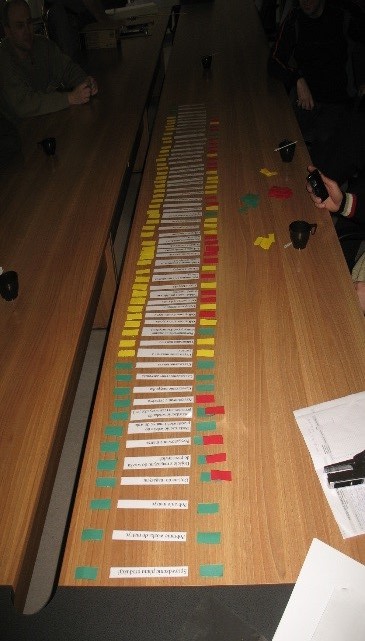
Rysunek 3 Analiza czynności zarejestrowanych podczas przezbrojenia
Ostatnim etapem tego kroku była weryfikacja i sprawdzenie poprawności opracowanych nowych standardów podczas kolejnego przezbrojenia.
Transformacja przezbrojeń
Celem tego kroku było zaawansowane przygotowanie pracy poprzez wdrożenie rozwiązań z zakresu standaryzacji. Przykładowo trzeba było przygotować wózki do przezbrojeń, miejsca na zdemontowane części oraz miejsca na narzędzia do wymiany.
Przygotowanie materiałów i przyrządów do przezbrojenia, wstępne podgrzewanie materiałów i narzędzi, ustawianie narzędzi w odpowiedniej pozycji do przezbrojenia jednym ruchem to zaawansowane przygotowanie pracy pozwalające na transformację operacji wewnętrznych na zewnętrzne (Rys. 4).
Działaniami wspomagającymi ten etap są miedzy innymi przygotowanie z wyprzedzeniem warunków pracy, czyli eliminacja marnotrawstwa i wdrożenie 5S. Istnieją bowiem operacje, które mogą być wykonane wcześniej, co umożliwia zmniejszenie czasu wymiany narzędzi. Poprzez zabezpieczenie szczeliny między imakami przed dostawaniem się gwoździ i gradowiny ułatwiliśmy ustawianie maszyny oraz czas sprzątania maszyny przy przezbrojeniu – eliminacja potencjalnych miejsc gromadzenia się gwoździ.
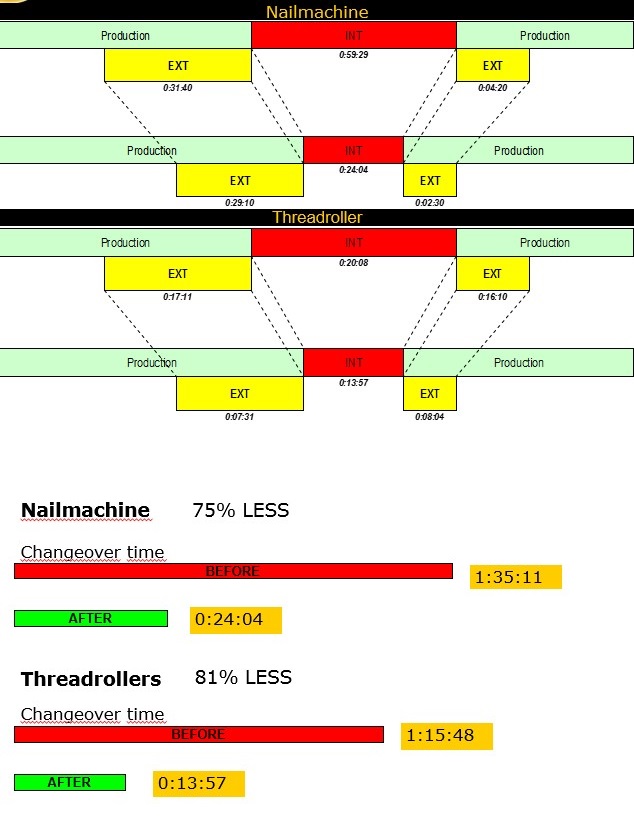
Rysunek 4 Skrócenie czasu przezbrojenia na gwoździarce (ang. Nailmachine) i walcarce (ang. Threadrollers) i jednocześnie skrócenie do minimum czasu czynności zewnętrznych
To co się liczy to pierwsze pomysły i próby, które wpływają na efekt końcowy. Pamiętajmy także o skróceniu do minimum czasu czynności zewnętrznych np. poprzez reorganizację, standaryzację pakowania i dzięki temu skrócenie czasu na znalezienie i przygotowanie narzędzi lub części. Poprzez odpowiednie przygotowanie części i podzespołów na gwoździarce N np. przez uzbrojenie oprawy stempla w stempel o odpowiedniej długości przed planowanym przezbrojeniem, skróciliśmy czas zmiany ustawienia maszyny z 55min 08sek do 26min 27sek tj. o 48%.
Utrzymanie i usprawnianie systemu
Etap ten jest ostatnim etapem poprawy lub wyeliminowania wewnętrznych i / lub zewnętrznych czynności przezbrajania. Projektowanie nowego systemu oraz jego wdrożenie decyduje jedynie w 30% o sukcesie a w pozostałych 70% sukces zależy od zdolności do utrzymania poprawnej pracy systemu i od zdolności do ciągłego doskonalenia.
Punktem wyjściowym jest zawsze poprawa – w tym przypadku czynności zarówno wewnętrznych jak i zewnętrznych. O ile poprawa czynności wewnętrznych wpływa na znaczne ograniczenie czasu trwania przezbrojenia, o tyle poprawa czynności zewnętrznych nie zmniejsza bezpośrednio czasu przezbrojenia, ale może pomóc operatorowi wykonywać swoje zadania w lepszy sposób.
Usprawnienie sposobu magazynowania i transportu oprzyrządowania i części jest równie istotne jak wykonanie operacji równolegle, likwidacja funkcjonalnych regulacji czy elementów mocujących.
I co dalej? Czy elementy wdrożonego systemu spełniają przyjęte założenia i czy są przestrzegane?
W celu sprawdzenia skuteczności wdrożonego systemu z punktu widzenia realizacji wyznaczonych celów został opracowany i wdrożony audyt przebiegu przezbrojenia SMED. Metodyka audytu umożliwia stwierdzenie skuteczności procesów operacyjnych. W wyniku obiektywnego i niezależnego badania procesu przezbrojenia powstaje jasny i przejrzysty obraz audytowanego obszaru, pozwalający na wczesne ustalenie słabych ogniw i podjęcie konkretnych działań w celu ich usunięcia.
Co audytować?
- instrukcję pracy standaryzowanej dla przezbrojenia
- czy operator przestrzega pracy standaryzowanej?
- czy przezbrojenie dokonywane jest wg. wyznaczonych kroków?
- magazyn (tablice) narzędzi i przyrządów
- czy magazyn (tablice) są kompletne?
- czy narzędzia i przyrządy odkładane są na ściśle wyznaczone miejsca?
- listy kontrolne dla przezbrojeń
- czy listy kontrolne są poprawnie używane?
- czy nie ma opóźnień w wykonywaniu przezbrojeń?
Kilka prawd o SMED
SMED czyli szybkie przezbrojenie to zmiana ustawień maszyny w pojedynczych minutach. Jednakże nie zawsze udaje się zredukować czas przezbrojenia poniżej 10 minut. Warto pamiętać, że w każdym przypadku wdrożenie SMED powoduje radykalne zmniejszenie czasów przezbrojeń. To jednak nie oznacza zwolnienia ludzi z pracy, wręcz przeciwnie – ich zaangażowanie. Wdrożenie zaawansowanych technik SMED może wymagać pewnych nakładów finansowych, ale …
… ale zyski z redukcji przezbrojeń zazwyczaj bardzo szybko pokrywają te wydatki.
SMED to proces, który wymaga zaangażowania, to proces ciągły, którego nie da się wdrożyć błyskawicznie.
Właściwie przygotowany harmonogram prac, eliminujący zbędne oczekiwanie na zakończenie niepowiązanych ze sobą operacji lub na dostarczenie materiałów, pozwala znacząco ograniczyć straty, bez ponoszenia dodatkowych kosztów.
Warto również pamiętać o potencjale ludzkim, który stanowi często o wartości przedsiębiorstwa. Znajomość umiejętności pracowników, ich mocnych oraz słabych stron jest podstawą do podnoszenia ich kwalifikacji.
Wykorzystanie odpowiednich urządzeń do produkcji, wykonywanie przeglądów i konserwacji oraz stworzenie właściwych warunków pracy daje w efekcie zapewnienie stabilności wszystkich procesów.
Wdrożenie SMED w SFS Poland zmieniło nastawienie pracowników poprzez:
- stworzenie grupy w jednym z procesów jako pionierów SMED,
- zaprezentowanie rezultatów przez tych członków pozostałym pracownikom,
- przeszkolenie i pokazanie, jak czasami proste zmiany ułatwiają przezbrojenie a jednocześnie wpływają na nasze wskaźniki,
- zaprezentowanie, jak ciągłe doskonalenie, nasze usprawnienia wpływają na skrócenie procesu przezbrojeń i sprawniejszy jego przebieg.
Przeprowadzając szkolenia pracowników uczyliśmy, jak powinni od tej pory podejść do przezbrojeń. Ich początkowe obawy przed transformacją przezbrojeń okazały się nieuzasadnione i w konsekwencji zamieniły się w pasję do ciągłych usprawnień.
SMED to jak wspomniano ciągłe doskonalenie i zarazem ciągłe przypominanie pracownikom, jaką rolę odgrywa ta metodyka w naszych procesach produkcyjnych. To dzięki odświeżaniu szkoleń, prezentacji wyników i nowych usprawnień w zakresie przezbrojeń jesteśmy tam, gdzie jesteśmy.
Agnieszka Stankiewicz – Kierownik ds. Lean i Produktywności, Stanley Fastening Systems Poland
Anna Bulik – Specjalista ds. Lean i Produktywności, Stanley Fastening Systems Poland
Artykuł stanowi przedruk publikacji zamieszczonej w materiałach konferencyjnych XVI Konferencji Lean Management, która odbyła się we Wrocławiu w dniach 7-9 czerwca 2016 roku. Konferencja, która organizowana jest corocznie przez Lean Enterprise Institute Polska, przeznaczona jest dla sektorów produkcyjnego i usługowego. Zapraszamy do odwiedzenia obszernego serwisu internetowego poświęconego Konferencji pod adresem www.leankonf.pl.
Artykuł został opublikowany dzięki uprzejmości i za zgodą firmy Stanley Fastening Systems Poland.
Literatura
- Szwedzka K., Lubiński P., Jasiulewicz-Kaczmarek M.: Redukcja czasu przezbrojeń metodą SMED – studium przypadku. Logistyka 6/2014
- Chabowski P., Trojanowska J., Brink D.: Skrócenie czasu przezbrojeń poprzez działania SMED – studium przypadku. Konferencja Innowacje w Zarządzaniu i Inżynierii Produkcji 2014